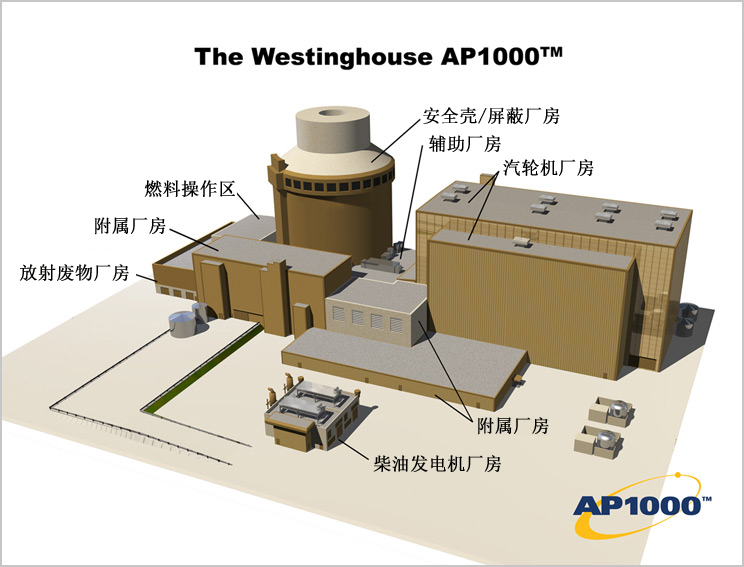
AP1000是西屋公司开发的一种两环路1000MW的非能动压水反应堆核电。与传统的PWR安全系统相比,非能动安全系统要简单得多,它们不需要现有核电站中那些必不可少、种类繁多的安全支持系统,如相关的安全级交流电源、HVAC(加热、通风、空调系统)、冷却水系统以及安装这些部件的抗震厂房。非能动安全系统的采用和系统的简化,减少了运行人员的操作。通过这些设计改进,AP1000机组的安全性得到了显着的改进,其堆芯熔化概率3×1.0×10-7/堆年,远低于URD要求的1.0×10-5/堆年,进一步将AP600“非能动”理念引入压水反应堆设计,使得设计大大简化、安全性提高、投资有所降低、设计与性能特点满足用户要求文件(URD)的要求。 技术特点 1、世界市场现有的最安全、最先进、经过验证的核电站 (保守概率风险评估 (PRA):堆芯损毁概率为可忽略不计的 2.5x10- 7 )。 2、唯一得到美国核管会最后设计批准(FDA)的新三代+核电站。 3、基于标准的西屋压水反应堆 (PWR)技术,该技术已实现了超过 2,500 反应堆年次的成功的运营。 4、1100 MW设计,对于提供基本发电负荷容量很理想。 5、模块化设计,有利于标准化并提高建造质量。 6、更经济的运营 (更少的混凝土和钢铁,更少零部件和系统,意味着更少的安装、检测和维护 )。 7、 更简便的运营(配备行业最先进的仪表和控制系统 )。 8、 符合美国用户要求文件(URD)对新一代商用反应堆的要求。
核心技术 核岛筏基大体积混凝土一次性整体浇注技术、核岛钢制安全壳底封头成套技术、模块设计和制造技术、主管道制造技术、核岛主设备大型锻件制造技术。 AP1000在我国的发展 目前,我国第三代核电自主化依托项目工程建设总体上进展顺利,安全、质量、进度都处于全面受控状态。在此过程中,我国引进消化吸收再创新和自主创新,在世界上率先掌握了第三代核电AP1000的五大核心关键技术,为推进中国核电产业技术水平的整体跨越,为实现我国第三代核电AP1000的自主化、批量化建设打下了坚实的基础。 2009年3月31日14时06分,世界上首台AP1000核电机组三门核电站一号机组核岛第一罐混凝土浇注顺利完成,4月20日混凝土养护取得成功。这是世界核电站工程建设中首次成功采用核岛筏基大体积混凝土一次性整体浇注的先进技术,我国成为首个成功掌握此项技术的国家。 核电站核岛筏基是核反应堆厂房的基础部分,其大体积混凝土一次性整体浇注,可以实现核电站核岛基础的一次整体成形,具有无接口、防渗好等技术优点,特别适合安全性能要求较高的核电施工。但由于浇注后的养护是难点,一直是施工的一大技术难题。该项技术的成功实施,可以有效缩短工期,将为未来第三代核电的批量化建设带来巨大的经济价值。 2009年12月21日15时28分,三门核电站一号机组核岛钢制安全壳底封头成功实现整体吊装就位,这一底封头的钢材制造、弧形钢板压制、现场拼装焊接、焊接材料生产、整体运输吊装等都是由中国企业自主承担完成的。 AP1000首次采用在核电站反应堆压力容器外增加钢制安全壳的新技术。钢制安全壳是AP1000核电站反应堆厂房的内层屏蔽结构,是非能动安全系统中的重要设备之一。AP1000钢制安全壳底封头钢板的典型特征是大尺寸、多曲率、高精度,采用整体模压一次成型技术,尚属世界性难题。中方企业攻克了一系列世界性的技术难题和工艺难关,提升了我国核电装备制造和相关材料研制的水平。 2009年 6月29日,三门核电站一号机组核岛最大的结构模块CA20模块成功吊装就位,开启了我国核电站工程模块化建造的新时代。CA20模块的工厂化预制和现场拼装、组焊、整体吊装的顺利完成,标志着AP1000技术的模块化设计和施工的先进理念已经从理论变成了现实。 CA20模块是AP1000的最大一个结构模块,长20.5米,宽14.2米,高20.7米,近7层楼高,由18个房间构成,包括32个墙体子模块和40个楼板子模块,结构总重达749吨,加上吊具等起吊总重量达到968吨,相当于700多辆小汽车的重量。 使用模块化建造方法,可以实现核电站核岛工程建设中的土建和安装的交叉施工,能大大缩短核电站的工程建设周期。通过模块的工厂化预制,可有效提高工程建造的质量。
核电站主管道是连接反应堆压力容器和蒸汽发生器的大厚壁承压管道,是核蒸汽供应系统输出堆芯热能的“大动脉”,是压水堆核电站的核一级关键设备之一。 AP1000机组采用了超低碳控氮不锈钢整体锻造技术,材质要求高、加工制造难度大,堪称目前世界核电主管道制造难度之最。 2009年12月22日,中国一重承担的三门核电站2号机组蒸汽发生器管板锻件研制取得成功,在先前实现AP1000核岛反应堆压力容器锻件完全国产化的基础上,再次实现了蒸汽发生器锻件的完全国产化,一举攻克了制约我国核电发展的重大技术难关,大幅提升了我国核电装备制造的整体水平和技术能力,打破了国外企业在高端大型铸锻件市场的垄断。
|
内容提要 Inhaltsangabe
更多热门文章
更多专题文章 Fachartikel
更多







was der "Doppelzyklus" der chin...










友情链接 Hotlink
申请 Antrag>>
中德文化之桥
晋ICP备15006854号 工作邮箱:unbergbau2015@126.com

用手机扫描二维码,关注更多资讯
Scannen Sie den QR-Code mit Ihrem Mobiltelefon, um auf weitere Informationen zu achten. BINDUNG